集合撚線(bunched conductor)は同心撚線(concentric stranded conductor)のように1層づつ撚合わせずに、 全ての素線を一度に撚合わせて作りますから、 価格が安いのが利点ですが、 素線の位置をコントロールできないため、 外径の歪みと、その形状の予測がつかないのが欠点です。
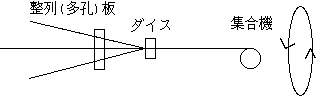
1図 集合撚の仕組 (多孔板は使わない場合もある)
集合線を作る設備である集合機(buncher)は1図のような仕組みで、 引取ドラムを回転させて捻れを与えるsingle twistか、 集線した素線群をドラムのまわりに回転させるフライヤーを使うことで、 1 回転で 2 ピッチの捻れを与えるdouble twist と呼ばれる方法で撚合わせますが、 一般には生産速度の大きい double twist が好まれます。
いずれも、ドラムは一定速度で集合線を巻き取ってゆくように回転します。
ダイス(die)は多数の素線を集めるために使われますが、 摩擦に耐えられるようにダイヤモンドとか超硬合金が使われ、 7 心撚の場合などでは同心配列になるように、 集線ダイスの前に一枚の整列板(多孔板)を設置する場合もあります。
素線を供給するボビンは数が多いので固定した台に置かれます。
いずれにしても、 多数の素線をまとめて捻るだけですから、捻った後の断面形状は運任せです。
1度の撚工程で済む集合撚だと、2 心、7 芯、うまくいって 3 芯以外の円形断面の形成は無理というのが常識ですが、 電線業界の仕事を始めてから 30 年近くたった頃、 薄肉の絶縁体被覆工程で、 集合撚線導体のわずかな歪みや素線の浮きでも絶縁体が変形したり、 ピンホールができる問題を解決するために、 できる限り凹凸の少い円形断面の撚線導体がほしいと考え続けているうちに、 集合撚でも円形断面が作れることに気づきました。
同心撚場合は内層を先に撚ることで素線の層割り当てを行うわけですが、 よく考えると、 1度の捻り工程でも内側の層を先に捻ってしまうことができるのです。 これに気づくのに時間がかかりました。
例えば 19 心撚の場合なら、2図のように
1 段目の整列(多孔)板とダイスで 7 芯の同心配列を作り その 7 本の素線が少し捻られた後の場所で 2 段目の面板とダイスにより 1 段目で作った 7 芯の周囲に 12 本の素線を配列するという集線方法にすれば、 2 段目の集線以前に 1 段目の 7 本が (s1/s) 回転捻られているので、 2 段目で追加する素線が 1 段目の素線群の中に潜り込むことがなく、 真円に近い集合線が作れることになります。
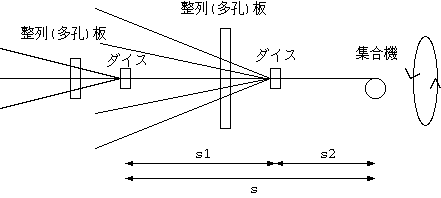
2図 多段集線集合技術の仕組み
整列(多孔)板の構造は3図のようになっていて、 2段目の 12 本の素線を通す板の中央部分の大きな穴の中を 1段目のダイスで集線し撚合わされた 7 本の素線が通過します。
素線を通す穴はセラミック製の糸道(thread guide)が使われますが、 これは繊維機械(textile machinery)向けに、 いろいろな構造と形状が開発されています。
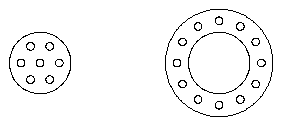
3図 整列(多孔)板の構造
また、19, 37 芯といった完全な同心配列より少い素線数の場合、 最外層の素線を少し減らしても外接円は真円ですから、 素線数の選択もかなり自由になります。
1図の構成で最初のダイから集合機の加撚部までの間に N 回の捻れを加えたとすると、 ダイやガイドロールに大きな摩擦がない限り、 捻れは一様に分布し、捻れの伝搬が止まるのは、
n1 = N * s1 / s n2 = N * s2 / s n1 + n2 = N p1= s1 / n1 = s / N p2 = s2 / n2 = s / N ここに、 n1 = s1 区間の捻れ n2 = s2 区間の捻れ p1 = s1 区間の撚ピッチ p2 = s2 区間の撚ピッチ至るところで撚ピッチは等しくなります。
ダブルツイストバンチャーで 5 mm ピッチの 17/0.08 を作って実測したところ、 最初の捻れが加わる区間、すなわち、 バンチャー内部のほとんどの区間で 10 mm ピッチになっていて、 ダブルツイストバンチャーの場合は2度目の捻れが加わるのは最後の引取キャプスタン 直前のわずかな部分で、ここでビッチが 5mm になっていました。 この実験から、 二番目のダイの中心を通る一層目 7 本の素線に加わる捻れの伝搬はダイで止まる わけではなくて、 最初の整列板とダイ直後まで伝搬するため、 二つのダイの間でも捻られることがわかります。 つまりダイとの摩擦で捻れの伝搬が止まるわけではなくて、 整列板が捻れの伝搬を止めているわけです。
以上から、この方法で集合する場合は、ダブルツイストバンチャーの場合、
シングルツイストの場合は最後の 3 がないだけで、 多段集線集合撚の機構は変わりません。
このアイデアは後から考えれば簡単ですが、思い付くのに長い時間がかかりました。
集合線の外径は制御できないという常識を鵜のみにして 疑うことがなかったのが原因と思われますが、 何世紀を経た技術でも、まだカイゼンの余地があること、 つまり、トヨタ生産方式の信念「カイゼンは無限」を実感した仕事の一つです。
平林 浩一, 2021-08-21