 Guidebook for Electronic Wire & Cable
Guidebook for Electronic Wire & Cable
この解説は電子機器用ワイヤ・ケーブル(電線)の基本をまとめたもので、 この分野への入門、選択、設計の参考資料としてご利用いただくことを想定しています。
電子機器用ワイヤ・ケーブルの種類は極めて多いのですが、それらはいくつかの基本 的な要素から組み立てられていて、この構成要素の機能を考えると理解が容易になり ます。すなわち、すべてのワイヤ・ケーブルは、 次の要素の一部あるいは全部から構成されています。
以上の構成要素を組み合わせることによって各種のワイヤ・ケーブルができますが、 それらのうち代表的なもは次のとおりです。
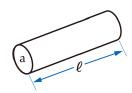
 導体だけの電線です。導体の構造としては、円形断面の素線をもとにした、単線、
より線、編組線が一般的ですが、特殊な断面形状を持ったものもあります。絶縁が必
要な場合は、絶縁チューブを使用します。
導体だけの電線です。導体の構造としては、円形断面の素線をもとにした、単線、
より線、編組線が一般的ですが、特殊な断面形状を持ったものもあります。絶縁が必
要な場合は、絶縁チューブを使用します。
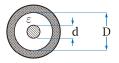
 導体の上に絶縁体を被覆したもので、電線としては最も基本的なものです。絶縁体の
ポイントは絶縁材料の材質と厚さで、これから耐電圧、絶縁抵抗、耐熱性、耐候性等
多くの特性が決まり、導体の断面積との組み合わせから、許容電流が決まります。
導体の上に絶縁体を被覆したもので、電線としては最も基本的なものです。絶縁体の
ポイントは絶縁材料の材質と厚さで、これから耐電圧、絶縁抵抗、耐熱性、耐候性等
多くの特性が決まり、導体の断面積との組み合わせから、許容電流が決まります。
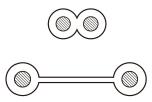 1芯電線を2本並べた構造で、電力や信号の伝送に頻繁に使われますが、これは往復
2線で構成される電気回路が多いためです。
1芯電線を2本並べた構造で、電力や信号の伝送に頻繁に使われますが、これは往復
2線で構成される電気回路が多いためです。
電磁波を伝える場合は、特性インピーダンス、減衰定数、速度係数が重要ですが、
これらの近似式は第7章にまとめておきます。
ツインリードの特性インピーダンスは、ポリエチレン絶縁で 150 ∼300 Ω
程度です。
 1芯絶縁電線を2本より合わせた構造ですが、錯交磁束
による起電力が1ピッチ毎に逆向きになるため、他の回路との電磁結合を打ち消すこ
とができるのが特徴で、クロストークを防ぐ必要のある回路では必須の構造です。
1芯絶縁電線を2本より合わせた構造ですが、錯交磁束
による起電力が1ピッチ毎に逆向きになるため、他の回路との電磁結合を打ち消すこ
とができるのが特徴で、クロストークを防ぐ必要のある回路では必須の構造です。
 1芯電線を4本より合わせた構造ですが、対角線同士を並列接続して使うと、錯交磁
束がキャンセルされるため、調光器のような大電流のノイズ源近くで使うマイクロホ
ン・コードとか、対角線上の2本2組をそれぞれ別の平衡回路
で使うと、静電結合と電磁結合の両方がキャンセルさせるとともに、その二組の間に
も平衡回路の信号をのせられるという利点のため、電話網で多用されていますが、ど
ちらかというと、用途が限定された構造です。
1芯電線を4本より合わせた構造ですが、対角線同士を並列接続して使うと、錯交磁
束がキャンセルされるため、調光器のような大電流のノイズ源近くで使うマイクロホ
ン・コードとか、対角線上の2本2組をそれぞれ別の平衡回路
で使うと、静電結合と電磁結合の両方がキャンセルさせるとともに、その二組の間に
も平衡回路の信号をのせられるという利点のため、電話網で多用されていますが、ど
ちらかというと、用途が限定された構造です。
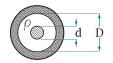
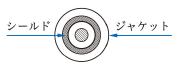 1芯絶縁電線にシールドとジャケットをかぶせたもので、不平衡(片線接地)の信号
伝送に使います。シールドの目的は静電シールドですが、同軸構造の場合は、錯交磁
束のがキャンセルされますから、電磁シールドと同等の効果も得られます。シールド
は接地して使うことを想定しているため、ジャケットの絶縁抵抗は保証されないこと
があります。
1芯絶縁電線にシールドとジャケットをかぶせたもので、不平衡(片線接地)の信号
伝送に使います。シールドの目的は静電シールドですが、同軸構造の場合は、錯交磁
束のがキャンセルされますから、電磁シールドと同等の効果も得られます。シールド
は接地して使うことを想定しているため、ジャケットの絶縁抵抗は保証されないこと
があります。
見掛けは同じ構造ですが、電磁波の伝送に使われる場合は 同軸ケーブル coaxial cable と呼ばれ、 絶縁体にはポリエチレン polyethylene や4弗化樹脂 PTFE など高周波特性の良い(誘電率と誘電損率が小さい)材料が使われ、 2つの導体は内部導体 inner conductor、外部導体 outer conductor と呼ばれます。
同軸ケーブルは Maxwell の電磁気学を完成させた Heaviside の発明ですが、
他のすべての空間から独立した電磁波の伝搬経路を実現する優れた構造です。
 ツイステッド・ペアにシールドとジャケットをかぶせた構造ですが、2芯をより合わ
せていない平行型もあります。これらは平衡(中点接地)回路の信号伝送に使うのが
普通です。
ツイステッド・ペアにシールドとジャケットをかぶせた構造ですが、2芯をより合わ
せていない平行型もあります。これらは平衡(中点接地)回路の信号伝送に使うのが
普通です。
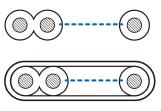 1芯絶縁電線、ツイステッド・ペア、1芯シールド線、同軸ケーブルを直線状に並べ
たもので、多心ケーブルとしては、もっとも無駄のない構造です。押し出し加工で作
る方法や、相互に接着して作る方法、テープに融着する方法、糸で折りあげる方法等、
いろいろな手法で作ります。
1芯絶縁電線、ツイステッド・ペア、1芯シールド線、同軸ケーブルを直線状に並べ
たもので、多心ケーブルとしては、もっとも無駄のない構造です。押し出し加工で作
る方法や、相互に接着して作る方法、テープに融着する方法、糸で折りあげる方法等、
いろいろな手法で作ります。
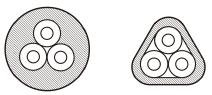
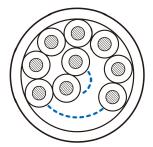 1芯絶縁電線、ツイステッド・ペア、カッド、シールド線、同軸ケーブル等を同心円
配列によりあわせて、総合シールドやジャケットをかぶせたものですが、部分的にシ
ールドしたり、多様性に富んでいます。電線には円形断面が多いのですが、これは、
どの方向にも自由に曲げられることと、コンパクトで無駄かないためです。同じ断面
積の図形のうち、周の長さが最低のものが円になります。
1芯絶縁電線、ツイステッド・ペア、カッド、シールド線、同軸ケーブル等を同心円
配列によりあわせて、総合シールドやジャケットをかぶせたものですが、部分的にシ
ールドしたり、多様性に富んでいます。電線には円形断面が多いのですが、これは、
どの方向にも自由に曲げられることと、コンパクトで無駄かないためです。同じ断面
積の図形のうち、周の長さが最低のものが円になります。
多くのワイヤ・ケーブルを使う場合は、個々のワイヤ・ケーブルを識別するための目 印が必要になります。もっとも頻繁に使われるのは色による識別と印刷されたマーク によるものです。
色は、黒、茶、赤、橙、黄、緑、青、紫、灰、白の10色が基本です。希に、桃、空、 黄緑、透明などが使われます。
色による区別だけで間に合わない場合は、インクによる表面印刷が行われます。これ は電線表面に沿って軸方向に印刷する方法、電線の周囲に螺旋状に印刷する方法、電 線周囲にリング上に印刷する方法があり、電線の軸方向に印刷する場合は、直線、点 線、文字等を組み合わせます。螺旋状あるいはリング状の場合は、1本から3本程度 までそれぞれ任意の色が使えることが多く、地の色、印刷の色、本数、形を変えるこ とで、かなり多くのワイヤを識別することができます。
色と印刷以外にも、かなりいろいろな識別法があり、例えば、絶縁体に突起つける方 法、導体に裸線と錫メッキ線を使いわける方法、導体に着色した繊維を沿わせておく 方法等も使われています。また、電線を切断して使う時点で、両端に目印つける方法 もよく使われます。
導体材料のほとんどは銅ですが、これは導電率と熱伝導率が 高く、延性に富み、適度な強度を有し、他の金属との合金や、他の金属によるコーテ ィングが容易といった、理想に近い材料だからです。150 ℃(短時間なら 200 ℃) 以下で使用する場合は、酸化を防ぎ半田付けを容易にするために、厚さ 1 - 2 μm の錫、半田、あるいは鉛メッキをすることがあります。ゴム絶縁の場合は、加硫工程 に於ける酸化防止のため錫メッキが必須ですが、プラスチック絶縁では裸線でも問題 ありません。200 ℃(短時間なら 250 ℃)で連続使用する場合は、1 μm の銀メッキ を使います。これも半田付け性がよく、表皮効果がでてくる高周波の場合は、導電率 の点で有利ですが、銀の酸化皮膜は導電率が銅より低くなるため、酸化が起きる場合 は、裸の銅線のほうが有利になります。銅の酸化皮膜は完全な絶縁物になるためです。
抗張力や折り曲げ強さが必要な場合は、導電率をあきらめて、銅合金 (copper alloy) や銅覆鋼線 (copper-covered steel) が使われます。例えば、 カドミウム銅(カドミウム 0.5 - 1 %)の抗張力は銅の 1.5 倍になりますが、導電率 は銅の 30 - 40 % に低下します。銅覆鋼線の場合だと、抗張力が銅の 1.5 - 2 倍、 導電率は銅の 30 - 40 % になります。 高周波で使う場合は表皮効果で電流が導体表面に集中するため、 銅覆鋼線の導電率の低さが問題にならなくなります。
アルミニウムの導電率は銅の 60 % ですが、銅に比べて比重が小さいため、同じ導体 抵抗の銅より軽くなりますし、コストも低くなります。ただ、空気中では酸化皮膜が できて、半田付けが困難なため、電子機器用ワイヤでは、ほとんど使われず、電力用 途に限られています。
銅箔糸 (tinsel) は抗張力の大きな糸に銅やブロンズの細いリボンを巻き付け たもので、極めて柔軟かつ大きな折り曲げ強さを持っていますが、0.03 - 0.2 mm^2 程度のサイズしか作れません。そのため、電話器のコードとか、マイクロホン・コー ド、電気剃刀のコード等、繰り返し曲げが必要で、導体サイズは小さくてもよいとい う場合に適しています。
振動や繰り返し曲げのかからないところでは、単線 (solid wire) を使用し ます。ダイスで引いたままの形状ですから、もっとも安価な導体で、小型機器のフッ クアップ・ワイヤ(hook-up wire)でよく使われます。
電子機器の導体のほとんどがより線(stranded wire)ですが、 これは単線に比べて柔軟で折り曲げ強さが大きいためです。例えば、単線の場合、 切断とかストリップといった準備工程で導体に傷をつけると、 数回曲げただけで織れてしまいますが、 より線なら一部の素線が損傷を受けるだけで済んでしまいます。
同じサイズ(断面積)のより線なら、素線径を小さくして導体数を増やすほど、柔軟 性と折り曲げ強さが大きくなります。あまり動かさないワイヤでは幾何学的に安定な 7 本よりが多いのですが、頻繁に繰り返し曲げを受ける場合は、26 - 41 本より、 極端な場合は、65 - 105 本より程度を使います。
柔軟性や折り曲げ強さが不要で、抗張力だけがほしい場合は、硬銅線を使用します。 カドミウム銅、銅錫合金(ブロンズ)、銅覆鋼線などは、たいてい硬引線 (hard-drawn) で使われます。すなわち、伸線時に加工硬化したまま、再結晶加の熱 処理をせずに使います。
柔軟性と折り曲げ強さに影響する他の要因として、よりのピッチ (lay fo strand) があります。よりのピッチが小さい程柔軟で折り曲げに強くなりま すが、加工時間と銅量も増えるため、コストが上昇します。
素線を組物にした編組線には丸型と平型の2種類があります。平型編組線は丸型のも のをロールで平につぶしたもので、接地用 (grounding) として使うのが普通 です。丸型編組線のほうは、伸縮自在の布地としての特徴を生かして、ケーブルの上 にかぶせてシールドとして使うのが普通です。
一種のより線ですが、抗張力の強い芯糸のまわりに比較的細い導体素線を小さなピッ チで巻き付けたもので、抗張力を芯糸でひきうけることにより抗張力にも折り曲げに も強い構造になります。折り曲げに強い理由は、細い素線が使えることと、 導体全体を曲げたときの素線の歪が小さくなるためです。 芯糸の代わりに、鋼線を使った構造なども開発されています。
極めて多様な材料が使われますが、本質的には熱硬化性 (thermosetting) と 熱可塑性 (thermoplastic) の2種類に分かれます。現在使われている絶縁 材料のほとんどは、合成ゴム(熱硬化性)あるいは熱可塑性樹脂のコンパウンドで すが、コンパウンド (compound) というのは、 可塑性や耐熱性、耐候などの向上を目的に、 いろいろな材料を混ぜたものです。
電線被覆に使われる熱硬化性樹脂の特徴はゴム弾性です。力を加えれば変形し、力を 抜けば元どおりになります。熱硬化性樹脂は熱による軟化がありませんから、外部か らの加熱とか過負荷時の内部発熱による変形、流れ、ドリップ(落下)がありません。 しかも、同じポリマーからいろいろな物理的、電気的特性を持ったコンパウンドを作 りだすことができます。
よく使われる熱硬化性樹脂とその特性は、次のとおりです。
表1 熱硬化性樹脂の特性
| 1 SBR (スチレン-ブタジエンゴム) | 7 NBR (ニトリル |
| 2 天然ゴム | またはブタジエンアクリルニトリル) |
| 3 合成天然ゴム | 8 EPR (エチレンプロピレンコポリマー) |
| 4 ポリブタジエン | EPT (えちれんプロピレンテルポリマー) |
| 5 ネオプレン(クロロプレン) | 9 ブチル (イソブチレン-イソブレンコポリマー) |
| 6 ハイパロン | 10 シリコーンゴム |
| 絶縁体の種類 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 耐酸化性 | 2 | 2 | 3 | 3 | 3 | 4 | 2 | 3 | 4 | 4 |
| 耐熱性 | 2-3 | 2 | 2 | 2 | 3 | 4 | 3 | 4 | 3 | 5 |
| 耐油性 | 1 | 1 | 1 | 1 | 3 | 3 | 3-4 | 2 | 1 | 2-3 |
| 低温の柔軟性 | 2-3 | 3 | 4 | 4 | 2-3 | 2 | 2-3 | 3-4 | 3 | 5 |
| 耐候性、耐光性 | 2 | 2 | 2 | 2 | 3 | 4 | 2-3 | 4 | 4 | 5 |
| 耐オゾン性 | 1 | 1 | 1 | 1 | 3 | 4 | 2 | 4 | 4 | 5 |
| 耐摩耗性 | 3-4 | 4 | 4 | 4 | 3-4 | 3 | 3-4 | 3 | 2-3 | 2 |
| 電気特性 | 4 | 4 | 4 | 4 | 2 | 3 | 1 | 4 | 4 | 5 |
| 耐炎性 | 1 | 1 | 1 | 1 | 3 | 3 | 1-2 | 1 | 1 | 2-3 |
| 耐放射線性 | 3 | 2-3 | 2-3 | 1 | 2-3 | 2-3 | 2-3 | 1 | 1 | 2-4 |
| 耐水性 | 3-4 | 3-4 | 4 | 4 | 3 | 3-4 | 3-4 | 3-4 | 3-4 | 3-4 |
| 耐酸性 | 2-3 | 2-3 | 2-3 | 2-3 | 3 | 4 | 3 | 3-4 | 4 | 2-3 |
| 耐アルカリ性 | 2-3 | 2-3 | 2-3 | 2-3 | 3 | 4 | 2-3 | 3-4 | 4 | 2-3 |
| 耐ガソリン、ケロシン性 | 1 | 1 | 1 | 1 | 3 | 2 | 4 | 1 | 1 | 1-2 |
| 耐ベンゾール、トルオール性 | 1 | 1 | 1 | 1 | 1-2 | 2 | 3 | 2 | 2 | 1 |
| 耐溶剤性 | 1 | 1 | 1 | 1 | 1 | 1-2 | 1 | 1 | 1 | 1-3 |
| 耐アルコール性 | 2 | 3 | 3 | 2-3 | 2 | 3 | 4 | 1 | 4 | 3 |
注: これらは一般用コンパウンドであり、適当なコンパウンドを選択すればもっと良い 特性が得られます。天然ゴム (natural rubber)、合成ゴム (synthetic natural rubber) スチレン-ブタジエンゴム (styrene-butadien rubber) は単体あるいはブレ ンドして、主絶縁とジャケットの両方で使われます。これらはオゾンに弱いため、耐 オゾン剤を混ぜることがありますが、そうすると他の特性が悪くなります。長時間熱 劣化させると、天然ゴムは劣化し、合成ポリマーは軟化します。
ブチルゴムは高電圧ケーブルの絶縁体として使われます。浸透性がなく、オ ゾンやコロナに強いためです。エチレン-プロピレン-コポリマー (ethylene-propylene-coplolymer) (EPR) やエチレン-プロピレン-テルポリマー (ethylene-propylene0-terpolymer) (EPT) ゴムも、オゾン、コロナ特性が優れてい ます。
ネオプレン (Neoplene) とハイパロン (Hypalon) は油、炎、熱、オ ゾン、水に対して優れた耐性を示し、両方ともほぼ似たような特性ですが、ほとんど の項目について、ハイパロンのほうが優れています。特に、ハイパロンの色安定性は 良く、明色についても安定しています。ニトリル (nitril) あるいは、 ブタジエン-アクリロニトリル (butadiene-acrylonitrile) (NBR) ゴムは、 石油、ガソリン、熱に強い絶縁体がほしいという場合に使いますが、NBR の 電気特性はあまり良くありません。NBR と PVC (塩化ビニル) のブレ ンドも可能で、この特性はネオプレンと同じです。
シリコーンゴム (silicone rubber) はいくつかの際だった特徴を持っていて、 環境条件が厳しい場合は理想的な絶縁体になります。500 ℃までの熱と酸素に耐えら れること、-70 ℃まで柔軟性を失わないこと、電気特性の良いこと、高温でも耐コロ ナ性が良いこと、耐候性、耐オゾン性、耐薬品性が良いことなどが、その利点です。 欠点は、価格が高く、耐引き裂き性、耐摩耗性が悪いことですが、価格以外について は、コンパウンドの技術でかなりカバーできます。
比較的低価格で優れた電気特性が得られるのが、熱可塑性樹脂の特徴です。薄肉で良 好な電気特性が得られるため、絶縁体として多用され、特に高電圧ケーブルの絶縁体 には適しています。絶縁体厚を小さくできるため、熱硬化性樹脂絶縁のケーブルより 小型化できるのです。
同じ樹脂をベースにして、使用温度、強度、耐環境性の異なった、いろいろなコンパ ウンドを作ることができます。熱可塑性樹脂は本質的に、加熱すると軟化し、力を加 えれば塑性変形をおこして、力を除いても元の形状に復元しません。
よく使われる熱可塑性樹脂とその特性は、次のとおりです。
表2 熱可塑性樹脂の特性
| 1 PVC (塩化ビニルコンパウンド) | 4 高密度ポリエチリン | 7 ナイロン | 10 カイナー |
| 2 低密度ポリエチレン | 5 ポリプロピレン | 8 テフロン | 11 テフゼル |
| 3 発泡ポリエチリン | 6 ポリウレタン | 9 カプトン |
| 絶縁体の種類 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 耐酸化性 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 5 | 4 | 4 | 5 |
| 耐熱性 | 3-4 | 3 | 3-4 | 4 | 4 | 3 | 4 | 5 | 5 | 4 | 5 |
| 耐油性 | 4 | 3-4 | 4 | 4 | 1 | 3 | 3 | 5 | 5 | 4 | 5 |
| 低温の柔軟性 | 1-3 | 3-4 | 4 | 4 | 1 | 3 | 3 | 5 | 5 | 4 | 5 |
| 耐候性、耐光性 | 3-4 | 4 | 4 | 4 | 4 | 2-3 | 4 | 5 | 5 | 4 | 5 |
| 耐オゾン性 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 5 | 4 | 5 |
| 耐摩耗性 | 2-3 | 2-3 | 3 | 4 | 2-3 | 5 | 4 | 3-4 | 4 | 4 | 5 |
| 電気特性 | 2-3 | 4 | 4 | 4 | 4 | 1-2 | 2 | 4 | 4 | 3 | 5 |
| 耐炎性 | 4 | 1 | 1 | 1 | 3 | 1 | 4 | 5 | 4 | 4 | 5 |
| 耐放射線性 | 1 | 2-3 | 3 | 3 | 1-2 | 3 | 2-3 | 1-2 | 4 | 5 | 5 |
| 耐水性 | 4 | 4 | 4 | 4 | 4 | 1 | 1-2 | 4 | 1 | 4 | 5 |
| 耐酸性 | 3-4 | 3-4 | 3-4 | 3-4 | 4 | 2 | 1-2 | 4 | 2 | 4 | 5 |
| 耐アルカリ性 | 3-4 | 3-4 | 3-4 | 3-4 | 4 | 2 | 4 | 4 | 1 | 4 | 5 |
| 耐ガソリン、ケロシン性 | 3-4 | 1-2 | 1-2 | 1-2 | 1-2 | 2 | 3 | 4 | 4 | 4 | 5 |
| 耐ベンゾール、トルオール性 | 1-2 | 1 | 1 | 1 | 1-2 | 1 | 3 | 4 | 4 | 4 | 5 |
| 耐溶剤性 | 1-2 | 1 | 1 | 1 | 1 | 1 | 3 | 4 | 4 | 4 | 5 |
| 耐アルコール性 | 3-4 | 4 | 4 | 4 | 4 | 1 | 1 | 4 | 3 | 4 | 5 |
注: これらは一般用コンパウンドであり、適当なコンパウンドを選択すればもっと良い 特性が得られます。PVC コンパウンドは耐電圧特性が良く、機械的に強く、柔軟で、炎、水、油、 摩耗に強いため、広く使われています。そのうえ、低価格で加工も容易なため、製造 者から見てもユーザから見ても魅力的です。
ナイロン (nylon) は機械的、熱的、化学的保護を目的として、他の絶縁材料 の上にジャケットとして使うのがほとんどです。このジャケットはかなり薄いもので すが、それは厚くすると硬くなってしまうためです。ナイロンを主絶縁として使わな い理由は吸湿性のためで、高湿度のもとでは電気特性が悪化します。
誘電率や誘電体損失を小さくしなければならない等、優れた電気特性を要求される場 合は、ポリエチレン (ploytehylene) やポリプロビレン (polypropylene) を使います。ポリエチレンにはこの他にも、低温で曲げても破壊し ない(硬くはなる)、耐水性が良い、概して化学的に不活性という利点があります。 ポリプロピレンは耐摩耗性と耐熱性が優れていますが、低温の柔軟性は良くありませ ん。これらの絶縁体は優れた特性を持っているため、絶縁体厚を薄くすることができ、 ワイヤも小型化されます。
ポリウレタン (polyurethane) は優れた物理特性と耐摩耗性の必要な場合に 使われますが、他の材料がおかされるようなある種の薬品(例えば硫酸)に対する 耐性もあります。
デュポン社のカプトン (kapton) のようなポリイミド (polyimid) フィルムは、フラットケーブルの絶縁体としてよく使われます。ポリイ ミドは広い温度範囲にわたって、その物理特性、電気特性を維持し、-269 - +400 ℃ といった広い温度範囲で使えます。
テフロン (Teflon) 、テフゼル (Tefzel)、カイナー (Kyner) 等の弗素樹脂は、ほとんどすべての電気特性について、際だって優れた特性を示しま すが、材料そのものが高価で、加工も面倒なため、他の樹脂に比べてかなり割高にな ります。そのため、どうしても弗素樹脂の特性がほしいという場合にしか使われませ ん。テフロンの最も優れた点は、-65 〜〜〜〜〜〜〜 250 ℃という広い温度範囲です。
 押し出し構造、巻き付け構造、編組構造、サンドイッチ構造がよく使われます。押し
出し構造には、充実押し出し (full extruded) とチューブ押し出し
(tubing) の2種類がありますが、絶縁体の場合は充実、ジャケットの場合はチュー
ブが普通です。チューブ押し出しのほうが柔軟だからです。反面、充実押し出しのほ
うが真円度が良く、表面もなめらかで、機械的にも丈夫です。地面の上を引きずりま
わして使うケーブルは、充実ジャケットが普通です。
押し出し構造、巻き付け構造、編組構造、サンドイッチ構造がよく使われます。押し
出し構造には、充実押し出し (full extruded) とチューブ押し出し
(tubing) の2種類がありますが、絶縁体の場合は充実、ジャケットの場合はチュー
ブが普通です。チューブ押し出しのほうが柔軟だからです。反面、充実押し出しのほ
うが真円度が良く、表面もなめらかで、機械的にも丈夫です。地面の上を引きずりま
わして使うケーブルは、充実ジャケットが普通です。
良く使われるジャケット材料の種類と性質は、次のとおりです。
| 1 ネオプレン | 4 PVC(塩化ビニルコンパウンド) |
| 2 ゴム | 5 ハイパロン |
| 3 ポリエチレン |
| ジャケットの種類 | ネオプレン | ゴム | ポリエチレン | PVC | ハイパロン |
|---|---|---|---|---|---|
| 柔軟性 | 4 | 4 | 2 | 3 | 4 |
| 耐オゾン性 | 4 | 1 | 4 | 4 | 4 |
| 耐摩耗性 | 4 | 4 | 3 | 3 | 3 |
| 耐炎性 | 3 | 1 | 1 | 4 | 3 |
| 耐油性 | 3 | 1 | 1 | 2 | 3 |
| 耐地中性 | 1 | 1 | 4 | 4 | 1 |
| 耐候性 | 4 | 2 | 4(1) | 4 | 4 |
電気的結合としては、導電結合、静電結合、電磁結合、電 磁波による結合の4種類があります。導電結合は直接電流が流れるもので、回路 的には電気抵抗による結合です。ワイヤ・ケーブルの場合は導体による接続がこれに なります。絶縁体の目的がこの導電結合を防ぐことでした。静電結合は静電誘導によ って電荷の移動を生ずるもので、回路的にはキャパシタンスによる結合です。 これを防ぐ方法としては、静電シールドとキャンセリング(打ち消し) がありますが、実用的には静電シールドがほとんどです。電磁結合は電磁誘導によっ て起電力を生ずるもので、回路的には相互インダクタンスによる結合になりま す。これを防ぐ方法としては磁気シールド、電磁シールド、キャ ンセリングがありますが、実際に使われるのはキャンセリングがほとんどです。 電磁波による結合は、ワイヤ・ケーブルがアンテナとして機能するもので、電磁シー ルド、つまり、電磁波の反射を利用する対策が普通です。
静電結合は静電シールド (electro static shield) によって容易に防ぐことができ ます。これはワイヤ・ケーブルの周囲にシールドと呼ばれる別な導体をかぶせ、それ を接地することにより、他の導体とのキャパシタンスによる結合電流をシールドだけ に流すようにする手法です。つまり、バイパスを作ることで、外部からの誘導電流を 導体から遮断します。
この方法によるシールド効果は、
静電シールドの構造としては、次のようなものが使われています。
 編組シールドは銅線の編組によってシールドを構成したもので、適度に柔軟性(被覆
率が大きいと硬くなる)と、折り曲げ強さ、機械的強度を持っているため、頻繁に利
用されます。欠点としては、コストが大きいこと、端末加工に手がかかること、被覆
率の上限が 96% 程度に留まることですが、被覆率については、オーディオ周波数で
75-80%、高周波で 85-95% 程度が一般的です。素線径は普通 0.12 - 0.16 mm ですが、
特に細いワイヤでは、0.04 - 0.10 mm 程度が使われます。
編組シールドは銅線の編組によってシールドを構成したもので、適度に柔軟性(被覆
率が大きいと硬くなる)と、折り曲げ強さ、機械的強度を持っているため、頻繁に利
用されます。欠点としては、コストが大きいこと、端末加工に手がかかること、被覆
率の上限が 96% 程度に留まることですが、被覆率については、オーディオ周波数で
75-80%、高周波で 85-95% 程度が一般的です。素線径は普通 0.12 - 0.16 mm ですが、
特に細いワイヤでは、0.04 - 0.10 mm 程度が使われます。
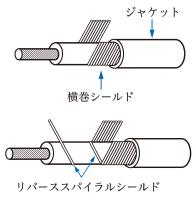 横巻きシールドは銅線を1列に巻き付けたもので、編組シールドより柔軟でコストも
低く、端末加工も容易です。被覆率は 95 % 以上になるため、オーディオ周波数に於
ける効果は極めて優れていますが、希に高周波ではコイル状のシールド形状が問題に
なることもあり、リバース・スパイラル・シールド (reverse spiral shield)
というものも使われています。これは、普通の横巻きシールドの下に、1本以上の素
線を反対巻に入れたものです。
横巻きシールドは銅線を1列に巻き付けたもので、編組シールドより柔軟でコストも
低く、端末加工も容易です。被覆率は 95 % 以上になるため、オーディオ周波数に於
ける効果は極めて優れていますが、希に高周波ではコイル状のシールド形状が問題に
なることもあり、リバース・スパイラル・シールド (reverse spiral shield)
というものも使われています。これは、普通の横巻きシールドの下に、1本以上の素
線を反対巻に入れたものです。
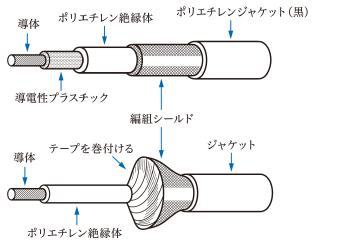
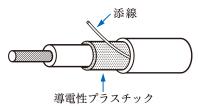 半導体である導電性プラスチックの押し出しチューブと銅線の添え線 (drain
wire) を組み合わせたもので、コストの低いのが利点ですが、シールド材料の導電率
が低いため、高周波ではシールド効果が極端に低下します。オーディオ周波数なら充
分使えます。
半導体である導電性プラスチックの押し出しチューブと銅線の添え線 (drain
wire) を組み合わせたもので、コストの低いのが利点ですが、シールド材料の導電率
が低いため、高周波ではシールド効果が極端に低下します。オーディオ周波数なら充
分使えます。
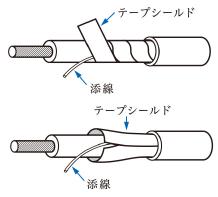 導電性のテープを絶縁導体の周囲に巻き付ける方法ですが、材料としては、アルミニ
ウムとポリエステルのラミネート・テープがよく使われます。安価で軽量、100 % の
被覆率、端末加工の容易性といった際だった利点がある反面、柔軟性にとぼしい、繰
り返し曲げに弱いといった欠点があります。オーディオから高周波領域まで、広い周
波数で使えます。
導電性のテープを絶縁導体の周囲に巻き付ける方法ですが、材料としては、アルミニ
ウムとポリエステルのラミネート・テープがよく使われます。安価で軽量、100 % の
被覆率、端末加工の容易性といった際だった利点がある反面、柔軟性にとぼしい、繰
り返し曲げに弱いといった欠点があります。オーディオから高周波領域まで、広い周
波数で使えます。
テープシールドには平らなテープを使用するフラット・テープ・シールド
(flat tape shield) の他、波付けしたテープを縦添えするコルゲート・テープ・
シールド (corrugated tape shield) があり、こちらは通信ケーブルなどの太い
ケーブルに使われます。
磁気シールド (magnetic shield) はワイヤを透磁率の高い磁性体で包むもの で、磁界を磁性体でバイパスさせてしまおうというものです。ただ、このような構造 は高価で大型になり、柔軟性も落ちるため、実際に使用されることは希で、現実に はキャンセリングの手法が好まれます。
なお、磁気シールドが有効なのは、直流から低周波まてで、高周波になると、電磁シ ールドのほうが効果的です。
5.3. 電磁シールド (electromagnetic shield) はシールドに生ずる渦電流によって 電磁界を打ち消すもので、高周波ではとても効果的です。電磁波のワイヤ・ケーブル への浸入を防ぐ方法として、あるいは音声周波数以上の磁界の浸入防ぐ方法として、 よく利用されています。
シールドの場合は結合しては困るものの間に障害物や迂回路をもうけて、外部からの
影響を防ぐ方法ですが、キャンセレイション (cansellation) は、結合そのも
のは放置して、受けた影響と同じ大きさで逆向きの信号を加えることにより、影響を
なくそうという発想になります。つまり、ベクトル的に反対のものを加えるわけです。
電磁結合のキャンセレイションと静電結合のキャンセレイションがありますが、前者
は極めて効果的な手法で、ワイヤ・ケーブルの設計では頻繁に使われます。
 電磁結合のキャンセレイションとして最も基本的なのがツイステッド・ペア
(twisted pair) で、これは2本の1芯電線をより合わせたものです。より合わせの
ピッチが錯交磁束の空間的変化に比べて充分小さければ時間的に変化する磁束の電磁
誘導によて発生する起電力が隣同士で逆になるため、お互いに打ち消(キャンセル)
されてゆきます。回路的には、大局的な相互インダクタンスをゼロにすることになり、
コイルと逆の発想になります。
電磁結合のキャンセレイションとして最も基本的なのがツイステッド・ペア
(twisted pair) で、これは2本の1芯電線をより合わせたものです。より合わせの
ピッチが錯交磁束の空間的変化に比べて充分小さければ時間的に変化する磁束の電磁
誘導によて発生する起電力が隣同士で逆になるため、お互いに打ち消(キャンセル)
されてゆきます。回路的には、大局的な相互インダクタンスをゼロにすることになり、
コイルと逆の発想になります。
この機構そのものは、1芯のシールド線や同軸ケーブルでも成立することに注意して
ください。
すなわち、静電シールド兼電磁的キャンセレイションという一石二鳥の構造になって
いるわけです。
 また、カッド (quad)、つまり、4芯のより線の対角線上にある2
組の導体を両端でそれぞれシートした構造でも、錯交磁束による起電力がキャンセル
され、この手法は、照明装置等の大電流ノイズ源の近くで使われる、マイクロホン・
コードなどの平衡回路の配線で採用されることがあります。
また、カッド (quad)、つまり、4芯のより線の対角線上にある2
組の導体を両端でそれぞれシートした構造でも、錯交磁束による起電力がキャンセル
され、この手法は、照明装置等の大電流ノイズ源の近くで使われる、マイクロホン・
コードなどの平衡回路の配線で採用されることがあります。
不平衡回路で静電結合のキャンセレイションを利用するのは難しいのですが、平衡回 路では極めて簡単で、平衡回路そのものがこの手法を基盤にしています。例えば、 EIA422 とか、電話回線のカッド等がこの手法を利用しています。
ワイヤ・ケーブルは電気エネルギを伝えるのが目的ですが、電子の流れとしての 電流を伝える場合と、波動としての電磁波を伝える場合の2種類があ って、これらはかなり性格の違ったものです。流れの場合は抵抗あるいは流れ易さが 問題になるのに対して、波の場合は反射や速度が問題になります。電気特性について 言えば、流れに対しては導体抵抗、静電容量、絶縁抵抗、インダクタンスが重要であ り、これらを1次定数と呼んでいます。波に対しては特性インピーダンス、減衰定数、 位相定数が本質的で、これらは2次定数と呼ばれています。1次定数と2次定数は独 立なものではなく、見方が違うだけです。また、これらの電気特性は、温度、周波数、 電圧などによって変化するものですから、注意してください。
なお、「電流を伝える」というのは伝搬する電磁波の周波数が低く、 導体の内部にぼぼ一様な電流が流れるという意味で、 実際には電磁波の伝搬にともなって電流が流れるだけです。 電磁波の周波数が高くなると、 電磁波が導体内部に入り込みにくくなって、 導体に沿った電磁波として伝搬します。
 直流に対する導体抵抗 (resistance) を求めるのは容易です。
直流に対する導体抵抗 (resistance) を求めるのは容易です。
R = l / (58 * c * a) ここに、 R = 20 ℃における導体抵抗 (Ω) l = 導体の長さ (m) a = 導体断面積 (mm^2) c = 導体の導電率 (軟銅線で 1.0)この導電率は物理学で使われる定義ではなく、万国標準軟銅という、標準的 な軟銅線を基準にしたものですから、注意してください。ワイヤ・ケーブルの導体の ほとんどは軟銅ですから、この業界では、標準的な軟銅線の導電率を 1.0 として考 えるのが習慣なのです。いくつかの材料に対する導電率を示すと、次のようになりま す。
| 材料 | 軟銅 | 硬銅 | 錫 | 鉛 | 銀 | アルミニウム | 鉄 |
| 導電率 | 1 | 0.97 | 0.15 | 0.078 | 1.05 | 0.61 | 0.17 |
高周波になると表皮効果 (skin effect) 等の渦電流によって、これよりはる かに大きな値になります。表皮効果というのは、電流が導体の表面に集中する現象で すが、これは電磁誘導による反作用です。交流抵抗の計算は、かなり面倒なものです が、高周波ケーブルの場合は、減衰定数として評価することになります。
静電容量 (capasitance) を高い精度で計算するのはなかなか難しいもので、 ここでは、最も基本的な型を2つ示します。
C = (55.6 * ε) / log (D / d) ここに、 C = キャパシタンス (pF/m) ε = 比誘電率 D = 外部導体内径 (m) d = 内部導体外径 (m)
C = (27.8 * ε) / log ((s + sqrt(s - d^2))/d) ≒ (27.8 * ε) / log (2 * s / d) (s >> d のとき) ここに、 C = キャパシタンス (pF/m) ε = 比誘電率 s = 導体間隔 (導体中心の距離) (m) d = 導体径 (m)
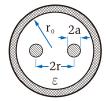
よく使われる絶縁材料の比誘電率は、次のとおりですが、実際のワイヤ・ケーブルで は複数の材料が混合して使われたり、空隙があったりして、なかなかやっかいで、経 験的な値を使うとか、数値計算によらなければならないことがあります。また、比誘 電率が温度や周波数によって変化することが多いことに、注意が必要です。K = 55.6*ε/loge(((d-r)/a)*(d+r)/(2*r)) K0 = 55.6*ε*loge((d+r)/(2*r)) / (loge((d-r)/a * (2*r/(d+r)) * loge((d-r)/a * (d+r)/(2*r)) ここに K0 = 導体間部分容量 (pF/m) K = 導体-シールド間部分容量 (pF/m) ε = 比誘電率 2*r = 導体間隔 (導体中心間距離) (m) 2*a = 導体径 (m) r0 = シールド半径 (m) d = r0^2/r
| 材料 | 空気 | ポリエチレン | 発泡ポリエチレン | 塩化ビニル |
|---|---|---|---|---|
| 比誘電率 | 1 | 2.2 - 2.4 | 1.6 - 2.0 | 5 - 8 |
| 材料 | ポリプロピレン | テフロン | ポリエステル |
|---|---|---|---|
| 比誘電率 | 2.2 - 2.3 | 2.0 - 2.2 | 3 - 4 |
上記以外の形状については、解析的に解けてもかなり複雑になるのが普通で、運の良 いケースに付いては解析的な計算、一般の場合については数値解析で求めるのが普通 です。
 絶縁抵抗は使い方によって違ってきますが、1芯シールド線として使う場合が最悪に
なりますから、ワイヤの絶縁抵抗と言えば、普通はこの場合を指していて、次のよう
になります。
絶縁抵抗は使い方によって違ってきますが、1芯シールド線として使う場合が最悪に
なりますから、ワイヤの絶縁抵抗と言えば、普通はこの場合を指していて、次のよう
になります。
G = 0.16e-6 * ρ * log(D / d) ここに、G = 絶縁抵抗 (MΩ*m) ρ = 絶縁体の体積固有抵抗 (Ω*m) D = 絶縁体外径 (m) d = 導体径 (m)体積固有抵抗は室温で下記の程度ですが、温度が上がると大幅に低下するのが普通で す。またバラツキも大きいため、この値から 1e-5 程度低い値を最低と考えるのが良 いでしょう。
| 材料 | 体積固有抵抗 |
|---|---|
| 塩化ビニル(絶縁用) | 116 以上 |
| 塩化ビニル(ジャケット用) | 114 以上 (1) |
| ポリエチレン | 119 以上 |
| ナイロン | 114 - 116 |
| シリコーン・ゴム | 117 以上 |
電子機器用ワイヤ・ケーブルでインダクタンスが問題になることはめったにありませ んが、基本的な構造については、次のとおりです。
L = (0.2 * μ) * log (D / d) + 0.1 ここに、 L = インダクタンス (μH/m) μ = 比透磁率 D = 外部導体内径 (m) d = 内部導体外径 (m)
L = (0.4 * μ) * log(2 * s / d) + 0.1 ここに、 L = インダクタンス (μH/m) μ = 比透磁率 s = 導体間隔 (導体中心の距離) (m) d = 導体径 (m)この値は直流に対するもので、周波数が高くなると、表皮効果により第2項はゼロに 近づきます。
 (相互)キャパシタンスとともに、クロストーク cross talk の原因となる
相互インダクタンスの計算としては、
導体 1 (往)と導体 2 (復) の回路と、導体 3 (往)と導体 4 (復) の回路という、
平行に配置された2回路を扱う下記の式が、役にたつことが多いです。
(相互)キャパシタンスとともに、クロストーク cross talk の原因となる
相互インダクタンスの計算としては、
導体 1 (往)と導体 2 (復) の回路と、導体 3 (往)と導体 4 (復) の回路という、
平行に配置された2回路を扱う下記の式が、役にたつことが多いです。
M = (0.4 * μ) / log(r14 * r23 / r13 / r24) ここに、 M = 相互インダクタンス (μH/m) μ = 比透磁率 r14 = 導体 1 と導体 4 の間隔 (導体中心間の距離) (m) r23 = 導体 2 と導体 3 の間隔 (導体中心間の距離) (m) r13 = 導体 1 と導体 3 の間隔 (導体中心間の距離) (m) r24 = 導体 2 と導体 4 の間隔 (導体中心間の距離) (m)
絶縁体の比透磁率は通常 1 ですから、影響を与えませんが、 周囲に導体や磁性体があれば影響を受けます。
r14 * r23 = r13 * r24 のときの M = 0 になることに注意してください。
ワイヤ・ケーブルの長さが電磁波の波長に比べて無視できない場合は、2次定数が問 題になります。これはワイヤ・ケーブルの導体を電流が流れているのではなくて、導 体表面の誘電体の中を電磁波が伝わってゆく状態です。表皮効果により導体内部の電 流はほとんど存在しなくなって、導体は電磁波の伝わる方向を決めるガイドとして機 能します。
つまり、ワイヤ・ケーブルに沿って伝わるのは波ですから、 反射など波としての現象が現れてくるのですが、この状態になるのは、 ワイヤ・ケーブルの長さが電磁波の波長の 1/10 を越えたあたりと考えるのが良い と思います。 波長の 1/4、1/2 あるいは、その整数倍の長さになると、分布定数線路固有の極めて注 目すべき性質が現れます。
ワイヤ・ケーブルを伝搬する電磁波の (電圧/電流) の値を特性インピーダンス と呼びますが、 ワイヤ・ケーブルの特性インピーダンスとワイヤ・ケーブルの両端に接続する回路の 入力インピーダンスが一致しないと、電磁波の反射が起きます。 反射は信号波形の歪の発生原因になりますし、 エネルギー伝送の無駄にもなりますから、伝送回路のインピーダンス は全部同じ値にすべきで、これをインピーダンス・マッチング (impedance matching) と呼んでいます。
特性インピーダンスの値は、基本的な構造について、次のようになります。
Z0 = (60 / sqrt(ε)) * log (D / d) ここに、 Z0 = 特性インピーダンス (Ω) ε = 比誘電率 D = 外部導体内径 (m) d = 内部導体外径 (m)
これらの式はいずれも周波数が高い場合で、導体の比透磁率は 1.0 を仮定しています。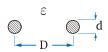
Z0 = (120 / sqrt(ε)) * log (2 * s / d) ここに、 Z0 = 特性インピーダンス (Ω) ε = 比誘電率 s = 導体間隔 (導体中心の距離) (m) d = 導体径 (m)
Z0 = 120/√ε*loge(2*r(r0^2-r^2)/a/(r0^2+r^2))
電磁波がワイヤ・ケーブルに沿って伝搬すると、導体抵抗や誘電体損失によりエネル ギの一部が発熱により失われますが、 この損失の程度を表す指標が減衰定数 (attenuation constant) です。高周波では、導体中の損失は周波数の平方根に比例し、誘電体中の 損失は周波数に比例するのが普通で、ケーブル全体としの減衰率は、ほぼ、
A * sqrt(f) + B * fの形になります。ここに、A, B は定数、f は周波数です。
一般的な同軸ケーブルでは、次の程度になるのが普通です。
α = 7*sqrt(ε*f)*(1/d + 1/D)/log(D/d) + 90*sqrt(ε)*tanδ*f ここに、α = 減衰率 (dB/km) d = 内部導体外径 (mm) D = 外部導体内径 (mm) ε = 比誘電率 tanδ = 絶縁体力率 f = 周波数 (Hz)ツインリードは安価ですが、直接外部物体の影響を受けますから、特性インピーダン スや減衰、位相定数が不安定で、外部からのノイズに弱いのが欠点です。
電磁波の速度は真空中で最も速く、ほぼ 38 m/s です。 特殊相対性理論によって、これ以上の速度は存在しないことがわかっていますので、 真空中の光の早さに対するワイヤ・ケーブルを伝搬する電磁波の速度を速度係数 (velocity rartio) と呼び、その値は、ほぼ、次式で表すことができます。
v = 1 / sqrt(ε) ここに、v = 速度係数 ε = 誘電体の比誘電率
ワイヤ・ケーブルの特性は、いろいろな要因で劣化したり、破壊されることがあり、 これらの要因を考慮する必要があります。
絶縁破壊を起こさずに連続使用できる電圧を定格電圧 (voltage rating) と 呼んでいます。誘電体に過度の電圧を加えると、極めて短時間で破壊されますし、短 時間で破壊されなくても、少しづつ劣化が進み、長時間では破壊される場合もありま す。しかも、これらの破壊電圧にはかなりのバラツキがありますから、普通は、短時 間絶縁破壊電圧に描きのような安全率を掛けた値を電圧定格とします。
| ケーブルの種類 | 安全率 | 絶縁体厚 kV/mm |
|---|---|---|
| 商用ケーブル | 70 - 100 | 1.2 |
| フックアップワイヤ | 10 - 20 | 2.4 |
| テストプロッドワイヤ | 3 - 5 | 3.9 |
| 高電圧ケーブル | 2 - 3 | 16 |
 高電圧ワイヤの場合は、絶縁破壊以前にワイヤ内部とか周囲にある空気の部分で放電
することが多く、これを部分放電 (partial discharge) と呼んでいます。い
わゆるコロナ放電 (corona) と呼ばれるものです。部分放電が発生すると、
オゾンの発生により、その付近の絶縁材料が劣化し、短い時間で絶縁破壊を生じます
から、導体の周囲に導電性樹脂を被覆してから金属シールドをかぶせるといった方法
で、導体周囲の空隙の電界の強さを弱めたり、端末では絶縁テープを導体の2倍程度
の外径まで巻き付けて、絶縁体とシールドの間の距離を少しづつ離して行くといった
対策を施します。
高電圧ワイヤの場合は、絶縁破壊以前にワイヤ内部とか周囲にある空気の部分で放電
することが多く、これを部分放電 (partial discharge) と呼んでいます。い
わゆるコロナ放電 (corona) と呼ばれるものです。部分放電が発生すると、
オゾンの発生により、その付近の絶縁材料が劣化し、短い時間で絶縁破壊を生じます
から、導体の周囲に導電性樹脂を被覆してから金属シールドをかぶせるといった方法
で、導体周囲の空隙の電界の強さを弱めたり、端末では絶縁テープを導体の2倍程度
の外径まで巻き付けて、絶縁体とシールドの間の距離を少しづつ離して行くといった
対策を施します。
ワイヤに連続して流せる最大電流を定格電流 (amperage rating) と呼んでい ますが、これは導体や絶縁体から発生する熱がワイヤ自体を劣化させたり、損傷を与 えたりしない温度ということで、下記のような条件によって変化します。
電流定格 = 10 * 導体断面積 (mm^2)ギリギリの条件では、実測しかありません。
ワイヤ・ケーブルの絶縁材料、ジャケット材料には、使用可能な温度の上限と下限が あります。
一般に、熱硬化性樹脂(ゴム、ネオプレン等)は低温でも柔軟性を失わず、低温用と して適していますが、高温(60 ℃)になると、硬化したり、ひび割れを生じたりし ます。ただし、シリコーン・ゴムは例外で、高温でも使えます。
熱可塑性樹脂(塩化ビニル、ポリエチレン等)は概して低温には不向きです。この種 の樹脂は普通 105 ℃で連続使用できるようにコンパウンディングされていますが、 それ以上になると塑性流動 (cold flow) を生ずるのが普通です。ある種の樹 脂てでは、分子の鎖に架橋することによって、125 ℃で連続使用可能なものも作れま す。また、弗素樹脂コンパウンドの場合は例外で、低温から高温まで極めて広い温度 範囲で使用できます。
ワイヤの温度定格というのは、低温で脆化せず、高温で軟化や熱劣化を生じない温度 ということになりますが、普通は次のような値になります。
| 絶縁材料 | 使用温度(℃) |
|---|---|
| ネオプレン | -30 - 90 |
| ゴム | -40 - 75 |
| ポリエチレン | -60 - 80 |
| 普通の PVC コンパウンド | -20 - 80 |
| 特殊な PVC コンパウンド | -55 - 105 |
| ポリプロピレン | -20 - 105 |
| テフロン | -70 - 200 |
このような特性の評価法としては、低温巻き付け (cold bend)、高温巻き 付け (flexibility)、加熱変形 (deformation)、カット・スルー (cut-through) といった、ワイヤ・ケーブル独特の評価方法が開発されています。
熱劣化というのは、熱による化学的劣化で、普通は 2000 - 20000 時間で各種の物性 値が 1/2 程度に低下する温度を高温側の温度定格としていますが、普通の樹脂では、 ほぼ温度が 8 ℃上昇する毎に、寿命が 1/2 になりますので、この性格を利用して、 加速試験を行ったり、温度が一定でないときの寿命予測を行います。
抗張力 (tensile strength)、折り曲げ強さ (flexing life)、 耐摩耗性 (abrasion resistance) が重要です。耐摩耗性については、表1か ら表3を参照してください。
ワイヤの断線事故の原因は引っ張りで切れるものと、折り曲げで折れるものがほとん どであり、これは破断面を調べるとわかります。引っ張りで切れたものは先が少し細 くなっていて、折り曲げで折れたものは先端ので同じ太さで、折れた場所に小さな亀 裂がたくさんあります。
ワイヤ・レーブルの抗張力はほぼ導体そのものの抗張力で決まることが多いのですが、 軟銅線の場合は、次のようになります。
f ≒ 28.7 * s^0.976 ここに、f = 軟銅線の抗張力 (kgf) s = 導体断面積 (mm^2)折り曲げ強さは、ある曲率で繰り返し曲げを与えたとき、何サイクルで折れるかで表 すのが普通ですが、次のように基本的な関係があります。
N = A * (R/d)^2 ここに、N = 破断にいたる繰り返し曲げ回数の平均値 (サイクル) R = 繰り返し曲げの最小曲率半径 (mm) d = 素線径 (mm) A = ワイヤ・ケーブルの構造、試験法によって決まる定数細い素線を使うほど折り曲げ強さは大きくなりますから、折り曲げ強さが必要な場合 は、細い素線を数多く使うようになります。簡単な目安としては、次のようなものが あります。
| AWGサイズ | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 |
|---|---|---|---|---|---|---|---|---|
| 固定配線 (フックアップワイヤ、組み立てケーブル) | 19x25(1) | 1x14, 19x27 | 1x16, 19x26 | 1x18, 7x26, 16x30 | 1x20, 7x28, 10x30 | 1x22, 7x30 | 1x24, 7x32 | 1x26, 7x34 |
| 若干の折り曲げ (頻繁な保守を受けるもの) | 65x30 | 19x27, 41x30 | 19x29, 26x30 | 16x30, 41x34 | 7x28, 10x30, 19x32, 26x34 | 7x30, 19x34 | 7x32, 10x34 | 7x34 |
| 強度の折り曲げ (マイクロホンコード、試験器用コード) | 165x34 | 104x34 | 65x34, 104x36 | 41x34, 65x36 | 26x34, 42x36 | 19x34, 26x36 | 19x36, 45x40(2) | 7x34, 10x36(2) |
| 極度の折り曲げ (水銀スイッチ) | 259x36 (7x37 lope lay) | 168x36 (7x24 lope lay) | 105x36 (7x15 lope lay) | 63x36 (7x9 lope lay) | 105x40 (7x9 lope lay) | 銅箔糸か編組線を使用 | ||
(1) 19x25 は 25 AWG 素線の 19 本よりを意味する。 (2) 銅覆鋼線4本と軟銅線3本という複合構造も良く利用される。例えば、マイクロ ホンコードでは、25 AWG (33 AWG 銅覆鋼線4本と 33 AWG の軟銅線3本) 等がポピ ュラー。 (3) 7x37x36 は、36 AWG の 37 本より 7 メンバーのロープより。
固定配線というのは、フックアップ・ワイヤや、組立型ケーブルといった、一度配線 してしまえば動かさないものです。若干の折り曲げというのは、固定配線のうち、頻 繁な保守を売れるもの、強度の折り曲げというのは、マイクロホン・コードとか、試 験用コードといったものです。極度の折り曲げを受けるものには、水銀スイッチの可 動部分等があります。
シールド線を動かすと静電気による雑音を発生するもので、オーディオ機器や計測器 で問題になることがあります。数 mV から数 V の電圧を発生するのが普通ですが、 絶縁体とシールドの間に導電性の帯電防止層を入れるといった方法で対処します。
この種のノイズは定電流駆動になりますから、ワイヤ・ケーブルに接続される機器の 入力インピーダンスが数 100 Ω以下なら問題にならないことが多く、数 10 KΩ以上 で mV の電圧を扱う場合に問題がでることが多いようです。
耐候性と呼ばれる紫外線による劣化、放射線による劣化等が問題になること がありますが、これらについては前記の表を参照してください。ポリエチレンに黒や 茶色の着色が行われるのは、紫外線劣化の対策です。
絶縁材料はいろいろな薬品によって劣化させられるのが普通ですが、その程度は絶縁 材料の種類と薬品の種類によって大きく変わります。前記の表を参照してください。
ワイヤ・ケーブルの絶縁体やジャケットが他の樹脂と接触すると、相手の樹脂を溶か したり跡をつけることがあります。これは絶縁体やジャケットに含まれる可塑剤が相 手の樹脂に移行するのが原因で、移行性 (migration) と呼ばれています。 塩化ビニル・コンパウンドにもっとも敏感なのはポリスチレンで、スチロールや ABS 樹脂と接触する可能性がある場合は注意が必要です。このような場合は、非移行性 (nonmigrating) の材料を使用するか、ワイヤ・ケーブルをポリエチレンの袋に 入れて、相手の樹脂を保護する等の対策を行います。
移行とよく似た現象に、同軸ケーブルにおける汚染性 (contamination) があ り、こちらは、PVC ジャケットに含まれる可塑剤が内部のポリエチレン絶縁体に移行 して、誘電体損失を増加させるものです。
ワイヤ・ケーブルに加わるストレスとしては、この他にもいろいろあって、特に難燃 性が重要です。その他、鼠に食べられるとか、 地下埋ケーブルがげっし類の動物にやられるとか、 クマゼミが産卵のための孔をあけるとか、舞台で使う化粧品に侵されるとか、 多用ケースがあります。
ワイヤ・ケーブルそのものから発火するケースは希ですから、ワイヤ・ケーブルが炎 を伝搬するかどうかと、燃えたとき有害ガスを発生するかどうかが問題になります。 UL の VW-1 とか、CL1, CL2 といったいろいろな試験 法が開発されています。
柔軟性をもったワイヤ・ケーブルは、どちらかというと特殊な部類に入ります。普通 のワイヤ・ケーブルは、繰り返し曲げを受けるという条件を考慮していません。概し て細い素線を使ったものほど柔軟ですが、同じ構造なら柔軟なワイヤほど折り曲げ強 さが低下するため、柔軟でしかも機械的に強いワイヤを作るためには、特別な工夫が 必要になります。
ワイヤ・ケーブルは何かに接続しなければなりませんから、接続工程の作業能率に対 する考慮も必要で、特に、フックアップ・ワイヤでは、端末処理のコストがワイヤの コストを上回るのことがあります。ジャケットや絶縁体のストリップ、半田づけ、圧 着等の容易性をチェックする必要があります。
ワイヤ・ケーブルの製造技術のうち基本的なものについて述べます。
銅のインゴットを圧延して円形に加工したものをダイスによる引き抜き加工で、必要 な外径になるまで細くしてゆきます。ダイスから引き抜くための力は、断面積減少率 で決まり、これが銅線の抗張力を上回ると線引きが不可能になりますから、一つのダ イスを通る度に一定の断面積が減るというのが合理的な加工法で、普通、8 - 20 % 程度の断面減少率を使います。
この種の塑性加工を行うと、金属の結晶構造が崩れて硬く、しかも脆くなりますが、 この状態を硬銅線 (hard drawn copper wire) と呼びます。最も一般的な 軟銅線 (soft annealed copper wire )は、硬銅線を焼鈍 (annealing) と呼ばれる熱処理をして作ります。金属学では、この工程を再結晶化と呼んでいます。
酸化防止を目的とした錫メッキや、半田づけ性の向上を目的とした半田メッキには、 溶融メッキ、高温で使われる導体の酸化防止を目的としたニッケルや銀のメッキには 電気メッキが使われます。
熱硬化性樹脂や熱可塑性樹脂による被覆のほとんどは、押出成形で行われます。そ の際、充実押出とチューブ押出の2種類があることは、既述のとおりです。
巻き付ける加工法です。銅線や導電性テープを巻き付けてシールドを構成したり、絶 縁テープを巻き付けて絶縁体やジャケットを構成したり、繊維を巻き付けて絶縁体を 補強したり、いろいろな使い方があります。
 編組は組み紐の技術です。織物は縦糸と横糸が直交していますが、組物では一般には
直交せず、糸の向きは組方向に対して斜めになります。ワイヤ・ケーブルの場合は、
銅線等の導体による編組でシールドを構成したり、繊維による編組でジャケットを構
成するのが普通の用法です。
編組は組み紐の技術です。織物は縦糸と横糸が直交していますが、組物では一般には
直交せず、糸の向きは組方向に対して斜めになります。ワイヤ・ケーブルの場合は、
銅線等の導体による編組でシールドを構成したり、繊維による編組でジャケットを構
成するのが普通の用法です。
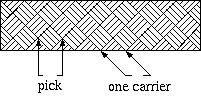
ここで、編組独特の用語を解説しておきます。編み目の一つをピック (pick) と呼びますが、それは1本以上の素線からできていて、ひとつのピックに含まれる素 線の数を持ち数 (number of ends) と呼び、1周のピックの数を打ち数 (number of spindles) と呼んでいます。打ち数は 8, 16, 24, 32 等が普通で、 これは編組機の構造で決まります。持ち数は 1 - 10 程度が普通です。
編組の被覆率 (coverage) すなわち、編組によって表面のどの程度が被覆され ているかは、次の式で計算します。
C = F * (2 - F) F = (m * n * d) / (2 * p * sinθ) ここに、C = 被覆率 F = フィリング・ファクタ (filling factor) m = 打ち数 (number of carriers) n = 持ち数 (number of strands per carrier(ends)) d = 素線径 (number of strands per carrier(ends)) p = ピッチ (lay of braid) θ = 編組角 (braid angle)ピッチは素線が一回りするときに進む長さで、英語の場合は、ネジ山のように、1イ ンチあたりのピック数で呼ぶのが習慣です。 編組角は素線とワイヤの中心軸の角度です。 フィリングファクタというのは、片方回りの素線だけを考えたときの被覆率ですが、 計算しやすいため、編組の設計や仕様は、 フィリングファクタで考えるのが普通です。
より線を作ったり、ワイヤをアセンブルしてケーブルに組み立てるときなどに利用し ますが、大別して、次の三つの技法が使われます。
集合撚 (bunch strand) というのは、素線を適当に集めてより合わせるだけで、 断面は円形になりません。低コストで作れるため、より線導体の構成によく使われます。 同心撚 (concentric lay) は素線を同心円状に並べて、断面が円形になるよう により合わせたものです。ケーブルのほとんどはこの形式で作られます。普通は各層 のより方向が逆になるように、よって行きますが、同方向のものとか、いくつかの変 種があります。ロープ撚 (lope lay) は集合撚あるいは同心撚をさらに同心 撚にしたもので撚る前の集合線ないし同心撚線をメンバー (member) と呼んで います。メンバーの撚方向とメンバーを撚合わせるときの撚方向は逆にするのが普通 ですが、同方向の場合もあります。
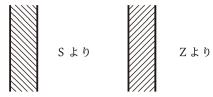 撚の方向には2種類あって、撚合わせたワイヤ・ケーブルを上下方向に見たとき、素
線の向きが S の中央の棒の向きになるとき S撚、Z の中央の
棒の向きになるとき Z撚と呼びます。上下さかさまにしても、撚方向が変わら
ないことに注意してください。
撚の方向には2種類あって、撚合わせたワイヤ・ケーブルを上下方向に見たとき、素
線の向きが S の中央の棒の向きになるとき S撚、Z の中央の
棒の向きになるとき Z撚と呼びます。上下さかさまにしても、撚方向が変わら
ないことに注意してください。
リボンケーブルの構成等に利用します。
繊維による編組のほつれ防止とか防湿、あるいは、マグネット・ワイヤの絶縁体の構 成に使います。
ワイヤ・ケーブルの規格を大別すると、品質規格と安全規格の2種類 になります。
普通、品質規格は需要者と供給者の間で購入契約として出発し、標準化の進展ととも に、企業内標準から、業界標準、国家レベルの標準、国際レベルの標準へと進んでゆ きますが、JIS を含めて、日本の規格はかなり不完全か私的なものが多く、 電子機器の分野では、アメリカの規格がよく使われています。例えば、ASTM, MIL, NEMA, EIA, TIA, IEEE 等が有名です。
安全規格のほとんどは、公共の安全、すなわち、火災や感電による事故防止を目的に つくられたもので、たいていは法的強制力を持ち、国家的な規模で運用されています。
日本の場合ですと、火災や感電等の危険があるワイヤ・ケーブルについては、電気用 品安全法(2001.3.31 までは電気用品取締法)がこれに相当し、 製造設備と検査設備の充足を保証するために通産省に登録し、 代表サンプルが通産省令の基準を満足していることを確認するための形式検査を 受けた後、一定水準以上の社内検査を実施したものに、例えば、▽に〒のマークを入 れたような特定の表示をすることが義務づけられています。
アメリカは UL、カナダは CSA といった具合に、すべての国がそれぞ れ個別の安全規格を作っていますから、輸出入を行う場合はなかなか面倒ですが、最 近は、ヨーロッパの CEE 等の統一も進みつつあり、UL と CSA の協調 (harmonization) といった動きもでてきました。
日本に最も関係が深い UL の場合は、NEC (National Electrical Code) というアメリカの法律に基づいた Listing (登録制度) と、製造者が独自に 開発した部品、材料、製品の安全性を UL 独自に認定する Recognitiion (認定制度) のふたつを中心にした運用になっています。電源コ ードや屋内配線、屋外配線用のワイヤ・ケーブルなどが前者、電子機器の内部配線と か相互接続に使われるワイヤ・ケーブルは後者の対象になりますが、UL では 後者を AWM (Appilance Wiring Marerial) と呼んでいます。
電源コードの場合は法的な強制があって、安全規格の中で標準化が進んでいまかすか ら、規格品から選ぶ程度の自由度しかありません。
フックアップ・ワイヤについては、ほとんど標準化ができていませんし、実に多様な 製品がありますから、電圧、電流、周波数、回路のインピーダンス、シールドの必要 性といった電気的条件、温度等の環境、外径、柔軟性等の機械的条件を示して、サン プルを集めて評価するののが良いでしょう。
ケーブルは一種の組立加工品ですから、ごく一部を除けば、特注で作るのが普通です。 運が良ければ、他のマーケットで流れている製品を流用することもできます。
ワイヤ・ケーブルの荷姿としてよく使われるのは、 リールとコイルのふたつです。 リールやボビンに巻きつけた状態がリール、芯 になるリールのないのがコイルですが、太くてもつれる心配のないものはコ イル、マグネット・ワイヤのように細いものは、リールが使われます。また、マグネ ット・ワイヤでは、ペイル・パック等の特殊な荷姿が使われることもあります。
取引の単位は1リールとか1コイルになりますが、 1巻の長さは 100m, 200m, 1000 feet 程度が普通ですが、コスト低くするために、 もっと長くしたり、使用時の要求から、もっと短い単位で取引される場合もありますし、 ディストリビュータの一部では、切り売りをしているケースもあります。
ワイヤ・ケーブルの価格にはかなり大きな変動があります。理由は、原価のかなりの 部分を占める銅の価格が国際的な投機の対象になったり、受給関係の変動が多いため ですが、銅の売買のうち、かなりの部分が、ロンドンの LME で行われるため、 日本の場合は、それらの動きを考慮しつつ日本固有の事情を考慮して、2週間に一度、 標準価格を設定しています。いずれにしても、値動きの大きな商品ですから、銅の比 重の大きな製品は、投機の対象になります。
ワイヤ・ケーブルの納期は、標準品で即納、特注品で半月から3月程度になります。
ワイヤ・ケーブルには端末加工 (termination) の問題がついてまります。
古くからの半田づけ (soldering)、抵抗溶接 (resistance welding)、 衝撃アーク溶接 (percussive arc welding)、平行ギャップ溶接 (parallel-gap welding)、熱圧接 (thermo compression bonding)、 超音波溶接 (iltrasonic welding)、電子線溶接 (electron beam welding)、レーザ溶接 (laser beam welding)、ワイヤ・ラッピング (wire-wrapping)、圧接 (crimping)、接触接続 (contact) といった 多彩な処方が開発されてきました。
端子 (teminal)、コネクタ (connector)、絶縁チューブ (insulation tubing)、収縮チューブ (shrinking tubing)、スリーブ (sleeve) 等、いろいろな物が開発され、その種類も極めて多く、選択が難しいもの です。これらの部品との適合性をワイヤ・ケーブルの開発段階から検討しておくこと が大切です。
接続技術、射出成形技術、品質管理の技術等、いろいろなものが必要になりますが、 ケーブル・アセンブリの不良率は、MIL の場合、重欠点 (major defect) で AQL 1.0 %、軽欠点 (minor defect) で AQL 2.5 % といったあたりを要求し ています。
ワイヤ・ケーブルの命名法には、いろいろな流儀がありますが、幾何学的に相似な 一族に固有名詞を付け、それとサイズの組み合わせで識別するというのが一般的な 方法です。幾何学的に相似な一族をタイプ (type) と呼び、タイプ・レ ター (type letter) という適当な略号をつけるのが普通ですが、アメリカの 例ですと、次のようなものがあります。
RF - Rubber-Covered Fixture Wire, Solid or 7-Strand FF - Rubber-Covered Fixture Wire Flexible Staranding RFH - Heat-Resistant Rubber-Covered Fixture Wire, Solid or 7-Strand FFH - Heat-Resistant Rubber-Covered Fixture Wire, Flexible Stranding TF - Thermoplastic-Covered Fixture Wire, Solid or Stranded TFF - Thermoplastic-Covered Fixture Wire, Flexibe Stranding ..といった具合で、材料、用と、形状、導体の種類、定格等、いろいろな観点から見た 特徴を押さえた長い名前をつけ、そこから適当な文字を拾って略称にするといった方 法になりますが、いすれにしても、ワイヤの体系的な分類は極めて困難で、ゆきあた りばったりになります。
サイズは導体径や導体断面積で呼ぶのが普通です。現在広く使われているのは、 ミリメータ・メワイヤ・ゲージ (milimeter wire gauge) と AWG (American Wire Gauge) の2種類ですが、国際的にはミリメータ・ワイヤ・ゲージに 統一しようとしています。
ミリメータ。ワイヤ・ゲージは、単線の場合、導体の直径を mm あるいは 1/10 mm の倍数で表します。より線の場合は断面積を mm^2 (square mili-meter) で表示しま す。ワイヤにとって極めて重要な導体抵抗とか電流容量が導体断面積で決まりますか ら、この点では合理的な表示方法です。
AWG のほうは、単線の直径が等比数列になっていて、その定義は次のとおりで す。
Dn = 5 * (460 / 5)^((36 - n) /39) ≒ 5 * (1.1229322)^(36-n) ここに、n = AWG 番号 Dn = ワイヤの外径 (mil)1 mil は 1/1000 インチ (0.0254 mm) です。AWG は外径 5 mil を 36 AWG、外径 460 mil を 4/0 AWG と決め、その間を伸線ダイスひとつ通る毎に 1 増えるような等比級 数で刻んだものです。つまり、番号が増えるに従って、細くなります。0 番より太い 場合は、次のような表記をします。
.. 2, 1, 0, 2/0, 3/0, 4/0, ..AWG は実際の伸線工程の性格を反映したものですが、Brown & Sharp Wire Gauge というのも、AWG とまったく同じものです。また、より線の場合は、同じ断面 積を持つ単線の番号で呼びます。
回路のループを横切る交流の磁束を錯交磁束と呼んでいます。錯交磁束は回
路に起電力を生ずるため、ノイズ源になりますが、磁束そのものは電流から
生まれるわけですから、錯交磁束によるノイズの発生というのは、トランスと同じ
原理です。
電気回路は circuit と呼ばれるように、普通はループになっていますから、
回路を接続する電線も往復2本になるのが普通ですが、このうちの1本をアースに使
っていて、アースと1本の導体の間で信号を伝えるものを不平衡回路、2本
の導体の電位差で信号を伝えるものを平衡回路と呼んでいます。
回路全体に対する外部からの誘導ノイズは、両方の導体に同じように加わるのが普通
ですから、平衡回路の場合は相殺されて、外部からのノイズに強くなります。そのた
め低周波の長距離伝送では平衡回路が使われるのが普通です。
なお、不平衡回路でも、同軸ケーブルを高周波で使う場合は、表皮効果によって、外
部導体の表面に流れる電流と内側に流れる電流が絶縁され、錯交磁束による起電力も
相殺されますから、外部からのノイズには強くなります。
低周波の伝送では、平衡回路に大きな利点がありますが、不平衡回路にくらべてコス
トが高くなります。これは、送信と受信の回路が複雑になることと、複数の伝送路を
必要とする場合、信号の戻り線を共通に使えないためです。
平衡回路と不平衡回路 balanced and unbalanced circuit